Намена материјала за премазивање
Премазивање спољне површине челичних цеви је кључно за спречавање рђања. Рђа на површини челичних цеви може значајно утицати на њихову функционалност, квалитет и визуелни изглед. Стога, процес премазивања има значајан утицај на укупни квалитет производа од челичних цеви.
-
Захтеви за материјале за премазивање
Према стандардима које је поставио Амерички институт за нафту, челичне цеви треба да буду отпорне на корозију најмање три месеца. Међутим, потражња за дужим периодима отпорности на рђу је порасла, а многи корисници захтевају отпорност од 3 до 6 месеци у условима складиштења на отвореном. Поред захтева за дуготрајност, корисници очекују да премази одржавају глатку површину, равномерну расподелу антикорозивних средстава без икаквих прескакања или капања која би могла утицати на визуелни квалитет.

-
Врсте материјала за премазивање и њихове предности и мане
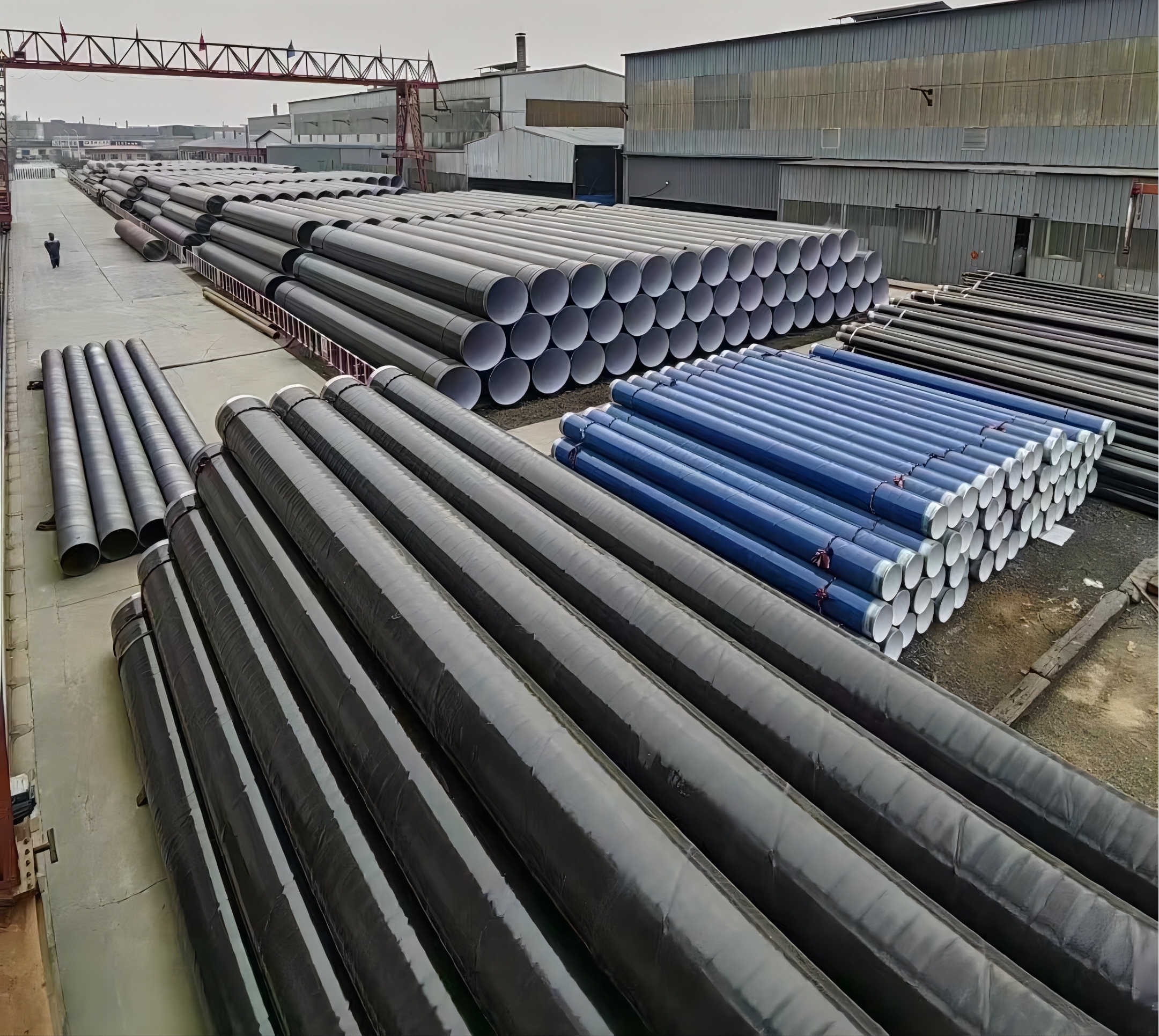
У градским подземним цевним мрежама,челичне цевисве се више користе за транспорт гаса, нафте, воде и још много тога. Премази за ове цеви су еволуирали од традиционалних асфалтних материјала до материјала од полиетиленске смоле и епоксидне смоле. Употреба премаза од полиетиленске смоле почела је 1980-их, а са различитим применама, компоненте и процеси премазивања су постепено побољшавани.
3.1 Премаз од нафтног асфалта
Премаз од нафтног асфалта, традиционални антикорозивни слој, састоји се од слојева нафтног асфалта, ојачаних фиберглас тканином и спољашњег заштитног поливинилхлоридног филма. Нуди одличну хидроизолацију, добро пријањање на различите површине и исплативост. Међутим, има недостатке, укључујући подложност променама температуре, кртост на ниским температурама и склоност старењу и пуцању, посебно у каменитим условима тла, што захтева додатне заштитне мере и повећане трошкове.
3.2 Епоксидни премаз од угљеног катрана
Епоксидни премаз од угљеног катрана, направљен од епоксидне смоле и асфалта од угљеног катрана, показује одличну отпорност на воду и хемикалије, отпорност на корозију, добру адхезију, механичку чврстоћу и изолациона својства. Међутим, потребно му је дуже време стврдњавања након наношења, што га чини подложним негативним утицајима временских услова током овог периода. Штавише, различити састојци који се користе у овом систему премаза захтевају специјализовано складиштење, што повећава трошкове.
3.3 Епоксидни прашкасти премаз
Епоксидни прашкасти премаз, представљен 1960-их, подразумева електростатичко прскање праха на претходно обрађене и претходно загрејане површине цеви, формирајући густи антикорозивни слој. Његове предности укључују широк температурни опсег (-60°C до 100°C), јаку адхезију, добру отпорност на катодно одвајање, ударце, флексибилност и оштећења завара. Међутим, његов тањи филм га чини подложним оштећењима и захтева софистициране технике производње и опрему, што представља изазове у примени на терену. Иако се истиче у многим аспектима, заостаје у поређењу са полиетиленом у погледу отпорности на топлоту и укупне заштите од корозије.
3.4 Полиетиленски антикорозивни премаз
Полиетилен нуди одличну отпорност на ударце и високу тврдоћу, заједно са широким температурним опсегом. Широко се користи у хладним регионима попут Русије и Западне Европе за цевоводе због своје врхунске флексибилности и отпорности на ударце, посебно на ниским температурама. Међутим, и даље постоје изазови у његовој примени на цевима великог пречника, где може доћи до пуцања услед напрезања, а продор воде може довести до корозије испод премаза, што захтева даља истраживања и побољшања материјала и техника примене.
3.5 Тешки антикорозивни премаз
Тешки антикорозивни премази пружају значајно побољшану отпорност на корозију у поређењу са стандардним премазима. Показују дугорочну ефикасност чак и у тешким условима, са веком трајања који прелази 10 до 15 година у хемијским, морским и растварачким срединама, и преко 5 година у киселим, алкалним или сланим условима. Ови премази обично имају дебљину сувог филма у распону од 200μm до 2000μm, што обезбеђује врхунску заштиту и издржљивост. Широко се користе у морским конструкцијама, хемијској опреми, резервоарима за складиштење и цевоводима.
-
Уобичајени проблеми са материјалима за премазивање
Уобичајени проблеми са премазима укључују неравномерно наношење, капање антикорозивних средстава и стварање мехурића.
(1) Неравномерни премаз: Неравномерна расподела антикорозивних средстава на површини цеви резултира подручјима са прекомерном дебљином премаза, што доводи до расипања, док танка или непревучена подручја смањују антикорозивну способност цеви.
(2) Капање антикорозивних средстава: Ова појава, где се антикорозивна средства стврдњавају у облику капљица на површини цеви, утиче на естетику, а не директно на отпорност на корозију.
(3) Формирање мехурића: Ваздух заробљен у антикорозивном средству током наношења ствара мехуриће на површини цеви, што утиче и на изглед и на ефикасност премаза.
-
Анализа проблема квалитета премаза
Сваки проблем настаје из различитих разлога, узрокован је различитим факторима; а сноп челичних цеви истакнут квалитетом проблема може бити и комбинација неколико. Узроци неравномерног премаза могу се грубо поделити на две врсте, један је неравномерна појава изазвана прскањем након што челична цев уђе у кутију за премаз; други је неравномерна појава изазвана непрскањем.
Разлог за први феномен је очигледно лако видети, када се челична цев убацује у кутију за премазивање у кругу од 360° око укупно 6 пиштоља (линија кућишта има 12 пиштоља) за прскање. Ако је величина протока сваког пиштоља различита, то ће довести до неравномерне расподеле антикорозивног средства на различитим површинама челичне цеви.
Други разлог је тај што постоје и други разлози за феномен неравномерног премаза поред фактора прскања. Постоји много врста фактора, као што су рђа на челичним цевима, храпавост, тако да је премаз тешко равномерно распоредити; површина челичне цеви има мерење притиска воде које остаје иза емулзије, овог пута за премаз због контакта са емулзијом, тако да је конзерванс тешко причврстити за површину челичне цеви, тако да нема премаза делова челичне цеви емулзијом, што резултира неравномерним премазом целе челичне цеви.
(1) Разлог за капљице антикорозивног средства. Попречни пресек челичне цеви је округао, сваки пут када се антикорозивно средство прска по површини челичне цеви, антикорозивно средство у горњем делу и са ивице ће се прелити ка доњем делу због фактора гравитације, што ће створити феномен капљице. Добра ствар је што производна линија за премаз у фабрици челичних цеви има опрему за пећи која може временом загрејати и учврстити антикорозивно средство прскано по површини челичне цеви и смањити флуидност антикорозивног средства. Међутим, ако вискозност антикорозивног средства није висока; нема благовременог загревања након прскања; или температура загревања није висока; млазница није у добром радном стању итд., то ће довести до капљица антикорозивног средства.
(2) Узроци пењења антикорозивног средства. Због влажности ваздуха у радном окружењу, прекомерна дисперзија боје, пад температуре у процесу дисперзије довешће до појаве мехурића конзерванса. У условима влажности ваздуха и нижих температура, конзерванси се распршују у ситне капљице, што доводи до пада температуре. Вода у ваздуху са вишом влажношћу, након пада температуре, кондензује се у фине капљице воде помешане са конзервансом и на крају улази у унутрашњост премаза, што доводи до појаве мехурића у премазу.
Време објаве: 15. децембар 2023.