Историја развоја бешавних челичних цеви
Производња бешавних челичних цеви има историју дугу скоро 100 година. Немачка браћа Манесман су први изумели двоваљни унакрсно ваљајући бушилица 1885. године, а периодичну ваљаоницу цеви 1891. године. Године 1903, швајцарски Р.Ц. Штифел је изумео аутоматску ваљаоницу цеви (познату и као горња ваљаоница цеви). Након тога, појавиле су се разне машине за проширење, као што су континуирана ваљаоница цеви и машина за подизање цеви, које су почеле да формирају модерну индустрију бешавних челичних цеви. Тридесетих година прошлог века, захваљујући употреби ваљаонице цеви са три ваљка, екструдера и периодичне хладне ваљаонице, побољшана је разноврсност и квалитет челичних цеви. Шездесетих година прошлог века, захваљујући побољшању континуиране ваљаонице цеви и појави троваљних бушилица, посебно успеху ваљаонице за смањење напона и континуираног ливења гредица, побољшана је ефикасност производње и повећана је конкурентност између бешавних и заварених цеви. Седамдесетих година прошлог века, бешавне и заварене цеви су држале корак, а светска производња челичних цеви је расла по стопи од преко 5% годишње. Од 1953. године, Кина је придала значај развоју индустрије бешавних челичних цеви и у почетку је формирала производни систем за ваљање свих врста великих, средњих и малих цеви. Генерално, бакарне цеви такође усвајају процесе унакрсног ваљања и пробијања гредица.
Примена и класификација бешавних челичних цеви
Примена:
Бешавне челичне цеви су врста економског профилног челика, која игра веома важну улогу у националној економији. Широко се користе у нафтној, хемијској индустрији, котловима, електранама, бродовима, производњи машина, аутомобилској индустрији, авијацији, ваздухопловству, енергетици, геологији, грађевинарству, војној индустрији и другим областима.
Класификација:
① Према облику пресека: цев кружног пресека и цев специјалног пресека.
② према материјалу: цеви од угљеничног челика, цеви од легираног челика, цеви од нерђајућег челика и композитне цеви.
③ према начину повезивања: навојна спојна цев и заварена цев.
④ према начину производње: топло ваљане (екструзија, подизање и експанзија) цеви и хладно ваљане (цртање) цеви.
⑤ према намени: цев за котлове, цев за нафтне бушотине, цев за цевоводе, конструкциона цев и цев за хемијско ђубриво.
Технологија производње бешавних челичних цеви
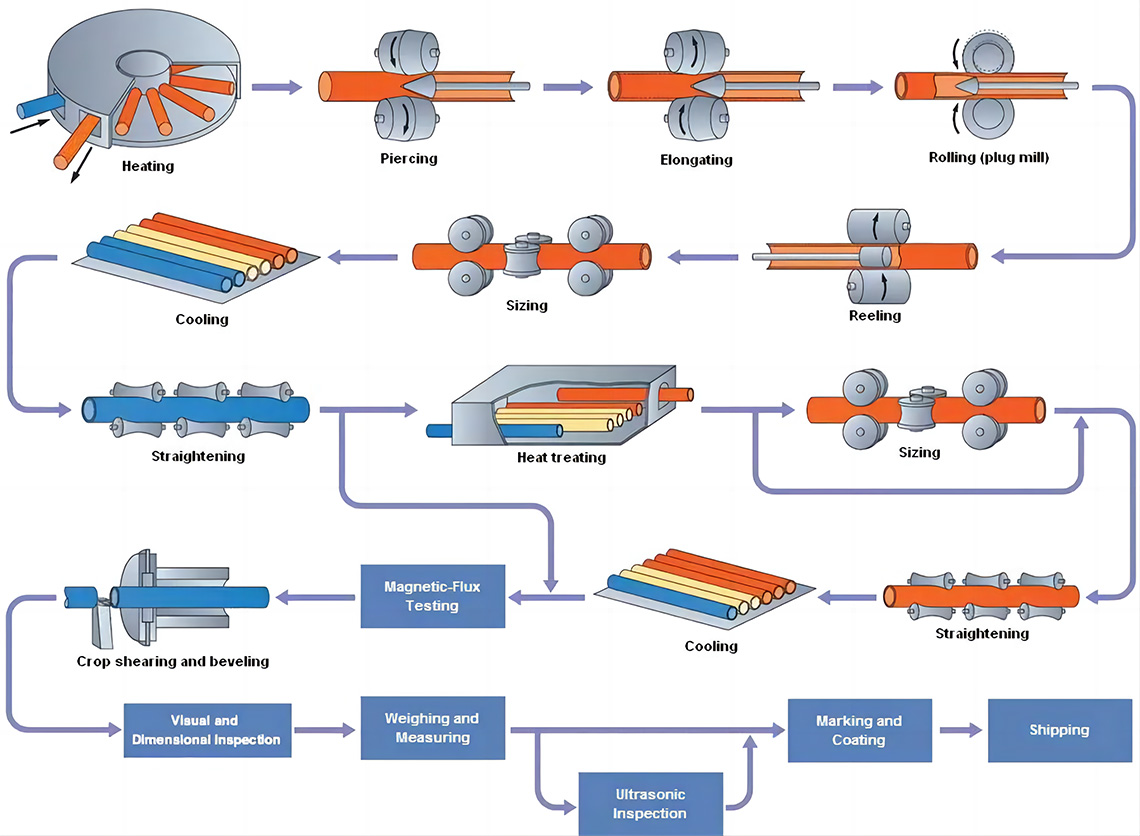
① Главни производни процес (главни процес инспекције) топло ваљаних бешавних челичних цеви:
Припрема и инспекција цеви → загревање цеви → перфорација → ваљање цеви → поновно загревање сирове цеви → димензионисање (смањење) → термичка обрада → исправљање готове цеви → завршна обрада → инспекција (недеструктивна, физичка и хемијска, испитивање на лабораторији) → складиштење.
② Главни производни процеси хладно ваљаних (вучених) бешавних челичних цеви
Припрема бланка → кисељење и подмазивање → хладно ваљање (цртање) → термичка обрада → исправљање → завршна обрада → инспекција.
Дијаграм тока производног процеса топло ваљаних бешавних челичних цеви је следећи:
Време објаве: 14. септембар 2023.